FDM 3D��ӡ����ͷ����顤��ͷ�ṹ
ʱ�䣺2021-06-25 15:35 ��Դ��������� ���ߣ�admin �Ķ�����
ѧ�������ϻ�����ͷ����
����ͬѧҽһ��
��Ҫѧ������
�͵����о����弰����
��ƪ�������ͷ�ṹ���н���
����һ�������ṹ����ͷ
�������ṹͼ����
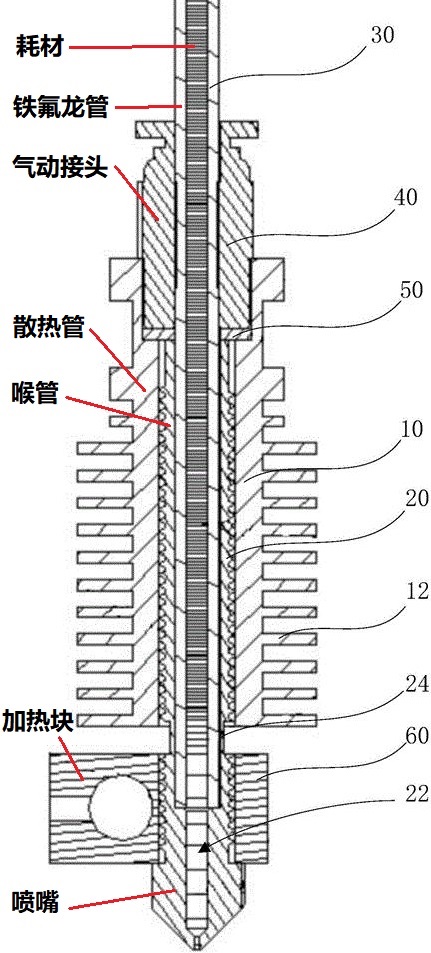
������������ʵ���Ƿ�Ϊ2�εģ�1���ǵ��Ϲܣ�����������ͷ��һ��������ͷ�ڲ����IJĴӵ��Ϲ��н�����ͷ���������ܣ������ٰ����ź��ܼ�ɢ���ף�ֱ���ﵽ����λ�ã��뿪�������ܣ��Żᱻ�ۻ������ƶ�������
Ϊ�˾����ܱ�֤�����ľ��ȣ��IJ���Ҫ��ֻ֤�������ۻ������������ۻ�����̬�ĺIJIJŲ���Ӱ�켷���ͻس�ʱ�ĺIJ��������У��������ܼ����ܶ��������Ҿ��н�ǿ�������ԣ�����ɢ�ȹܶ�Ƭ�ṹ�����ɢ��Ч������Щ����Ϊ�˱��������Ϸ��ĺIJĶ��ܱ�����״�����ڻ����������Ϊͭ�����ʵȵ����Խ�ǿ�IJ��ϣ��ܿ��ٴ������ȿ����������������ĺIJĿ����ۻ���
Ϊ��ǿ������¶ȿ���Ч������������ɢ��������ɢ�ȷ��ȣ�����������װ��ˮ��ϵͳ�����ڼ�����λ�ã���ʹ�ø��Ȱ�������������¶ȡ������ⴴ�µ�ר����ͨʽ��ͷ���������ܴӺ��ܹ�ͨ��ͭ���У��������������ܵ���ڵľ��룬���������ۻ��ĺIJ��������ֺô���������Ч�����ͷ����֤�¶ȿ��ƽ��㣬��������ȣ�ȱ�����ڸ��ٴ�ӡ�����׳���ȱ˿�����
��ͷ�ṹ��3���ص㣬�ܷ��ԡ���ͨ�ԺͿ��£���Ҳ��������ͷ��ͷ����˿��˳����ӡ���õ�����֮һ��
����ı��������ǣ�
�����ܡ�����װ�䲻����ʵ����δš�����������ܳ��ȹ��̣���ô�ܷ��Խϲ���п��ܵ��ºIJĴӷ�϶������������IJĽӴ������������̣�����������ĺIJ�ճ������ɲ���˿�������
���ȿ�װ����ߣ�����ɺIJ���ǰ�ۻ���ͬʱ�������δ�ۻ��ĺIJ��¶ȣ���ɼ������ȱ�ͣ����п��ܵ����ڲ��IJIJ������ͣ�����������������
�IJ��д��������ʡ�ճ�ϼ��Լ�һЩ���۵����ʣ������¶����ޣ��ڳ�ʱ���ӡ�У���ϵ��������������Լ������ͨ���ѻ������³�˿�ܵ��谭��ֻ�ܼ���ϸϸ��˿������û�������������ʱ����ͷ���ܿ�������������������кڻ�ɫ��ճ�����գ���Ҫ��ʱ������
�ڳ���ʹ���Լ�������ʹ���У����������ĥ�����Σ������Ǽ�ͷ���졣��ᵼ�¼�����˿�߾�������ϸ�����ڳ�˿����С�����������Իᰴ��ԭ��ָʾ���ϼ������ڲ���ѹ���ͻ��ѺIJĺ��������ܵļ�϶���������ºIJĺ���������ճ��ס����������˿��
�ڳ��ø��»����£��������ܿ��������һ�˻����������̼�����⽫���³�˿��˳�����ڲ���˿����������������ٷ���������Ҫע������������ܵĵ��ǣ�����������������һ�������˵��ǵģ��缫�ⴴ�µ��������е��������ܡ��������Ӧ�������������ķ�������˳�����롣װ�����ܳ���װ/������ʱ���ϱ���ס�������
��һ�ڣ����ǽ����������ֳ�����ȥ�Ų顢�����ɶ�ͷ�����أ���ӭ������ע���ǡ�
<������Դ�����ⴴ��3d��ӡ�� www.jgew3d.com>
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


