3D��ӡ������˿��ô��?������άΪ��֧��
��3D��ӡ�Ĺ����У���ӡ��ͷ��Ҫ��ͣ���˶������ڴ�ӡͷ���������û����ȫ�̻�������A����B��֮������һ����˿�ߣ��ڴ�ӡ���ϲ�����ϸС�ĺIJ�˿�ߣ��������˿�������棬���Ǿ��彲����ν����˿����
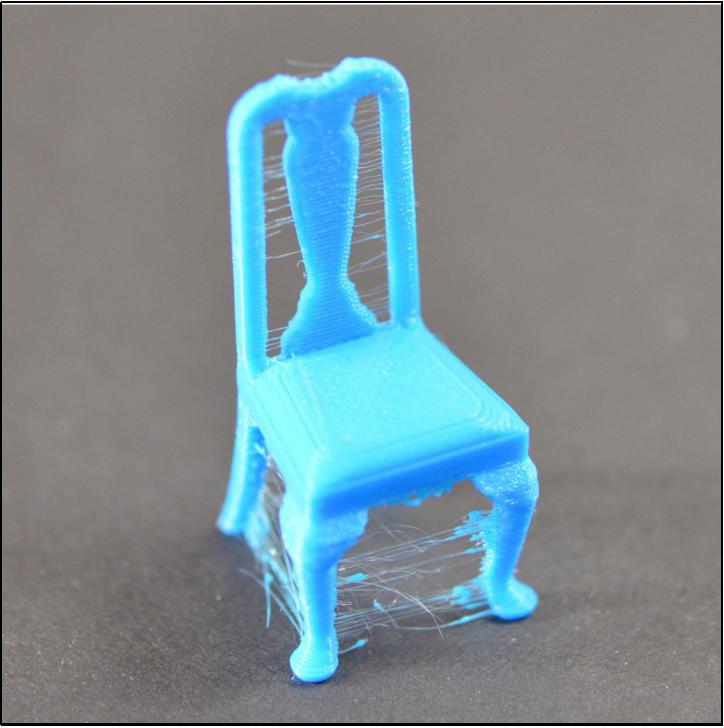
�����˿��õķ��������س���������س��ǿ����ģ���ô�����������ģ��һ������Ĵ�ӡ�������еĺIJĻᱻ�����������ٴδ�ӡʱ�IJĻᱻ�����������죬�����춥��������Ҫȷ�ϻس��Ѿ������ˣ����Ե������-��˿����
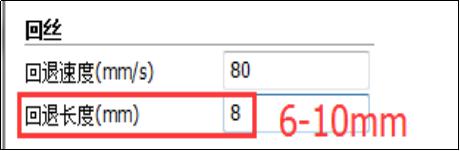
1���س����
����취�����ûس����
˵�����س�����Ҫ�������ǻس���룬�������˶��ٺIJĻ���������ء�һ����˵�������������صĺIJ�Խ�࣬�����ƶ�ʱԽ�����״��ϡ������Ļس鳤��������6-10mm���䡣��Ȼ���廹�ÿ��IJĵ����ԡ�
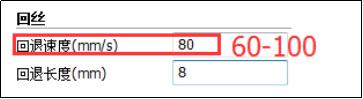
2���س��ٶ�
����취�����ûس��ٶ�
˵�����ͻس���ص���һ�����ã��ǻس��ٶȣ��������˺IJĴ��������Ŀ���������س�̫�����IJĽ���������д��������������ƶ����µ�λ��֮ǰ���Ϳ�ʼй©�ˡ�����س�̫�죬�IJĿ����������еĺIJĶϿ��������������ֵĿ���ת���������ٵ��IJı��沿�֡���һ����Χ���س�Ч���ȽϺã����� 3600-6000mm/min(60-100mm/s).�������ֵ�������ʵ����ʹ�õIJ��ϣ���������Ҫ�����飬��ȷ����ͬ���ٶ��Ƿ��������˿����
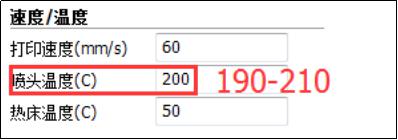
3���¶�̫��
����취��������ͷ�¶�
˵����������Ѿ�����˻س����ã���һ������ĵ�����˿����������Ǽ������¶ȡ�����¶�̫�ߣ������еĺIJĻ��ɷdz�ճ�������������״�������������������¶�̫�ͣ��IJĻᱣ�ֽ�Ӳ״̬���Ӷ����Դ������м�����������������Ļس���������ȷ�ģ����dz���������⣬���Խ��ͼ������¶ȣ��� 5 �� 10 ��(��5Ϊ��λ)�⽫�����Ĵ�ӡ���������Ե�Ӱ�졣������PLA��ӡ�¶���190-210֮�䣬����¶����ù��ߵĻ��IJ��ڻ��ıȽϳ�����ɻس鲻���ɾ����ͺ�������˿�ģ����������ӡ�¶����ú����ǶԴ�ӡģ�͵�Ч����ֱ�ӵ�Ӱ��ġ�
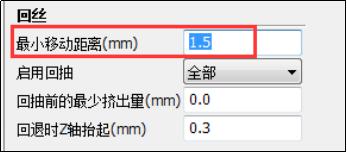
4�������ƶ�����̫��
����취�����ú��ʵ����վ���
˵��������������̽�ֵģ���˿�����ڼ���������������ͬ��λ�ü��ƶ������ƶ������кIJĴ������д��������ƶ�����Ĵ�С����˿�IJ����кܴ��Ӱ�죬�̳��ƶ��㹻�죬�IJ�û��ʱ��������д���������Ȼ�������ƶ����п��ܵ�����˿������ڴ�����Ƭ��������Ŀǰ��û�취�ı�ģ��������ǿ��������ʵ�����С�ƶ����룬һ������Ĭ����1.5mm���ɡ�
���Ͼ�����ν��3D��ӡ��˿���������ػش�����㻹���������������⣬������ϵ���ǵ����߿ͷ���
��Դ��https://www.cxsw3d.com
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ���� 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

