ͼ�IJ�ï��һ�����մ�3D��ӡ����
ʱ�䣺2018-12-28 22:16 ��Դ�������� ���ߣ��й�3D��ӡ�� �Ķ�����

�ñ��滹��ʾ������Ŀǰ��3D��ӡ�մ��г��ݶ����ĵ������DZ������������������ܣ�ŷ����Σ�����̫�����������������ϣ���δ��5������ӵȫ����ߵ������ʡ���Ҫ����3D��ӡ���մɷ�ĩ�����г���3D��ӡ�մɲ�Ʒ�г�������豸�������г��ȵ��մ�3D��ӡ�г�����չDZ����
�մ�3D��ӡ�������
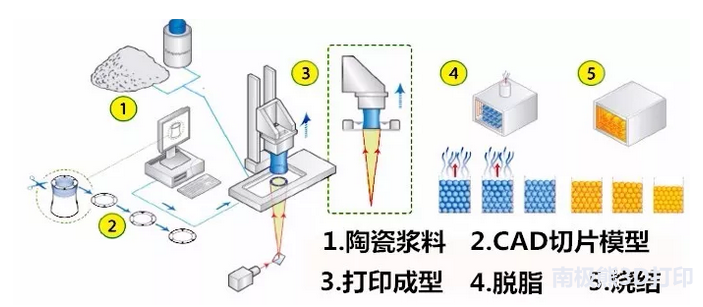
�մɼ���3D��ӡ���������մɽ��ϡ�������άģ�Ͳ���Ƭ��3D��ӡ���͡��ս�����̣�������ԭ�ߺ�ģ�ߣ�����ֱ�Ӹ��ݼ����ͼ�����ݣ�ͨ�����Ӳ��ϵķ��������κ���״�����壬��Ʒ������������̲������������ڣ����Ч�ʲ����ͳɱ���
3D��ӡ�մɹ���
Ŀǰ�մ�3D��ӡ���ͼ�����Ҫ���Է�Ϊ��ī��ӡ����(IJP)�����ڳ�������(FDM)���ֲ�ʵ�����켼��(LOM)��ѡ���Լ����սἼ��(SLS) �������̻�����(SLA)�ȡ� ʹ����Щ������ӡ�õ����մ����徭��������֬���ս���ɵõ��մ���������ݳ��ͷ�����ʹ��ԭ�ϵIJ�ͬ��ÿ�ִ�ӡ���������Լ�����ȱ�㣬��չ�̶�Ҳ�в�ࡣ1���ڳ������ͣ�FDM��
�ۻ��������ͷ�������ѧ��Scott Crump��1988�����Ƴɹ�������������˿״Ϊԭ�ϣ�˿ͨ������X-Y�������ƶ���Һ�����ۻ�������������������漰������ÿһ����״�������ߡ������Ķѻ���������FDMʹ�õ�ԭ�����о۱�ϩ��ABS����ʯ���ȡ�
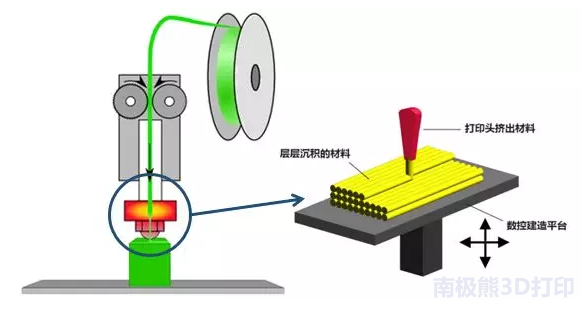
FDM���гɱ��͡��ṹ��ԭ���ϵ�����Ч�ʸ���û�ж�����ѧ���ʵ���Ⱦ�����ƣ���Ҳ�����Ʊ�����ԭ�ͱ����н����Ե����ơ�����洹ֱ�ķ���ǿ��С�������ٶ���Խ�������ͷ����������������ά�������ơ�
2ֱд���ɳ��ͣ�DIW��
ֱд���ɳ��ͼ��������մ��Ʊ��ɾ��й̻����Ե��մ�����Һ����������Ƶ�Z���ϵĽ�������װ����X-Yƽ�����ƶ���ͬʱ����ͷ�����մ�����Һ������pHֵ�����ա��ȷ���ȹ̻�����������ʵ�ֹ̻������ѻ��γ��մ����ë����
3��ī��ӡ������IJP��
��ī��ӡ������Brunel��ѧ��Evans��Edirisingle���Ƴ����ģ����ǽ����������մɷ۵�����Һֱ������������Գ������մɼ���Ŀǰʹ�õ��մɲ�����ZrO2��TiO2��Al2O3�ȡ�
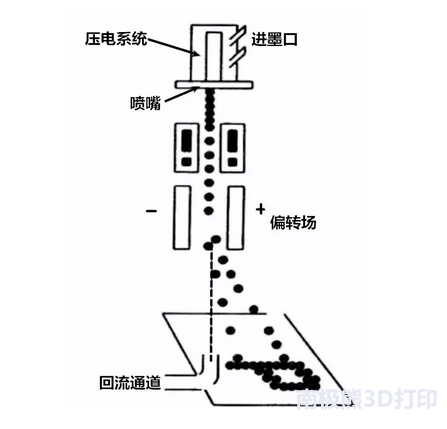
IJP���г���ԭ������ӡͷ�ɱ��ͣ��ײ�ҵ�������ƣ�����ī��ӡͷ�����������ӡ�߶������Ҳ��ܴ�ӡ�ڲ���ṹģ�ͣ���Ҫ���ĩ�����ֲ����ȣ������Ժ��Ҹ��»�ѧ�����ȶ���
4��άӡˢ���գ�3DP��
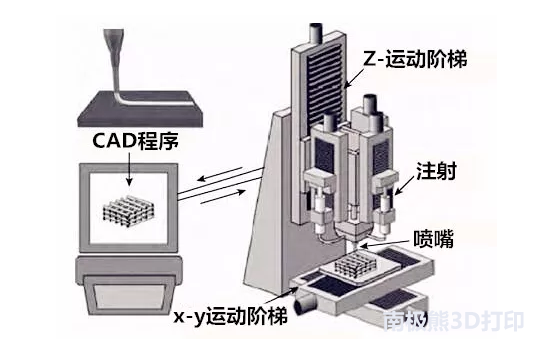
��ά��ӡ����MIT���������ģ����Ƚ���ĩ���ڹ���̨�ϣ�ͨ�������ճ����絽ѡ����������ĩճ����һ���γ�һ���㣬������̨�½�����ۺ��ظ���������ֱ����������������Ŀǰ��������ﯡ��Ӣɰ����������̼�������������մɷ���Ϊԭ���ϡ�
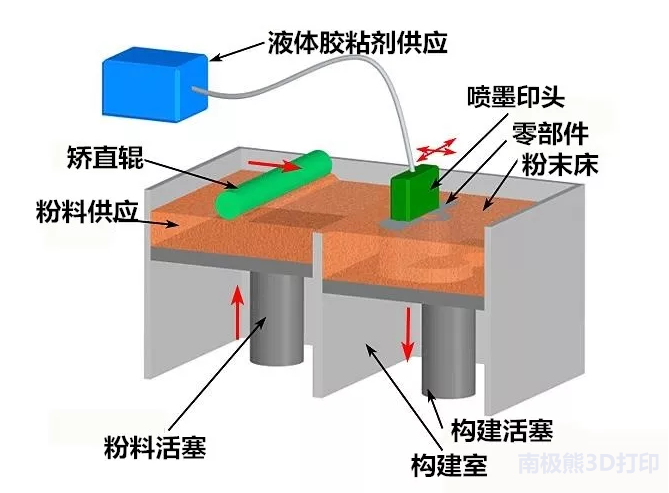
3DP�����ܹ����ģ���ͳ��մɲ������ɱ��ϵ͵����ƣ���Ҳ���������ǿ�������²���ǿ�����ޣ����Ի�û�е�����������մ����������ơ�
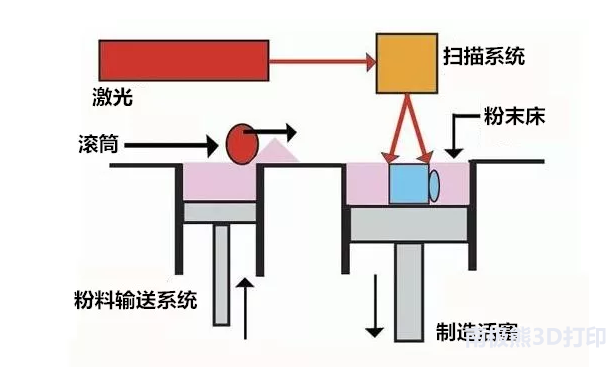
5����ѡ���ս�/���ڣ�SLS/SLM)
SLM ��˼������ɵ¹�Fraunhofer�о�����1995�������SLS��SLMԭ������άӡˢ���������ƣ���ճ�Ӽ���Ϊ���������ڸ߹����ܶȼ�������������ʼɨ��ǰ��ˮƽ�̷۹��Ȱѽ�����ĩƽ�̵��ӹ��ҵĻ����ϣ�Ȼ����������ǰ���������Ϣѡ���Ե��ۻ������ϵķ�ĩ���ӹ�����ǰ���������Ȼ�������һͼ����мӹ�����˲��ӹ���ֱ����������ӹ���ϡ�
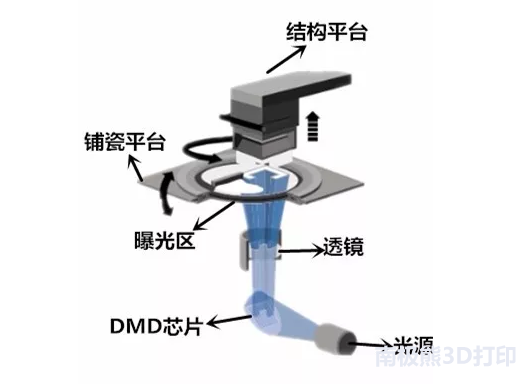
6��̻����ٳ��ͼ�����SLA)
SLA������ͨ�������ɨ���ع�ʵ�ֵ���Ĺ̻���ͨ�����⼤������������ƺõ�ԭ������棬�۽����������е��մɹ�����֬���Һ�壬���̻����ɵ㼰�ߣ����ߵ��档ͨ��xy����̻������ͨ������̨��z�᷽����ƶ��������������ά��ӡ�մ������
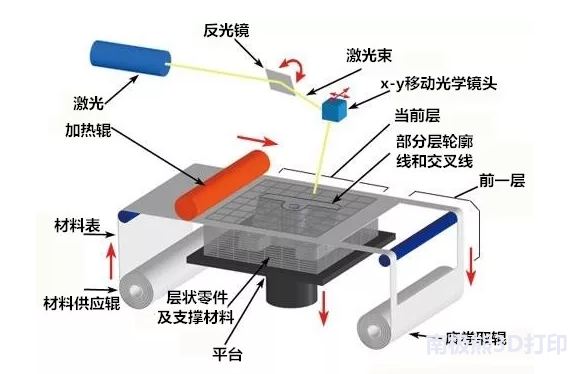
7����ʵ�����죨LOM��
�ڲ�Ƭ�������칤���У�������Ϳ�����ܽ��IJ���ͨ���ȹ����ȣ���ֽ���մɲ����������ȹ��ɵIJ��Ͼͻ�ճ����һ��Ȼ���Ϸ��ļ���������CADģ�ͷֲ����ݣ��ü������������и����������������������������µ�һ�㲭�ģ��ظ��������̣�ֱ�������㲿����ӡ��ɡ�
������չ��
�մ�3D��ӡ�����ij��ֵ߸��˴�ͳ������ģʽ���ڸ��ӽṹ��һ�廯���졢���ͳɱ��������������ڵȷ��漫��DZ�����������մɴ�ͳ�ӹ����յ����ƣ��ܵ����ڶ�ѧ�ߺ���ҵ�ҵĹ�ע��
Ŀǰ�����մɻ�3D��ӡ������������Ҫ����������3DSystems��Tethon 3D��Viridis3D�Լ��Ĵ�����Lithioz��˾������֪����ҵ�б���̫��ʱ�������ϻ���߿ơ��人��ά������ʮά���㽭Ѹʵ�����ڳ��ʡ��к����صȡ�
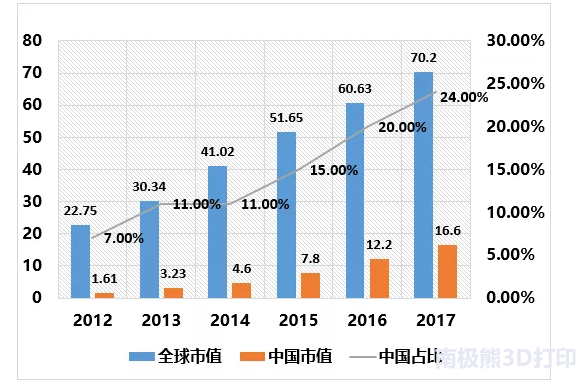
2012-2017ȫ���й�3D��ӡ��ҵ��ģ
����λ������Ԫ��
���������ʾ�����ڴ���3D��ӡ����ҵ�ӽ�200�ң�70%�����������ӡ�������¹�ҵ��ӡ���������з�����ҵ������ʮ�ң����½�����ӡ����ҵ����ʮ�ң����������ӡ����ҵ��Žӽ�ʮ�ң����²��ϴ�ӡ����ҵ����ж���ʮ�ҡ���Ȼ����ҵ�����ϣ��ҹ��Ѿ���������������ҵ���������ۺ�ʵ�����棬���кܴ�IJ�ࡣ
Ŀǰ��������3D��ӡ��չ�IJ�ࣺ
1)��ҵ�����̻������г�������;
2)����3D��ӡ��Ʒ�Ŀ�������ˮƽ�ȹ��ڸ�;
3)�ս�IJ��������ǽ������ϣ����������ܱ����Ǻ�;
4)�����ս��մɷ�ĩ��������ĩ�Ĺ��շ��滹��һ�����;
5)������ҵ������ṹ��һ����Ҫ����3D��ӡ�豸���������Ĺ�˾�Ƕ�Ԫ��Ӫ���豸������Ͳ��ϻ�����ռ���������1/3��
չ��δ����3D��ӡ�������ֻ������绯Ϊ�������Ը��Ի���������Ϊ������ʵ��ֱ�����졢����������������Ƶ��µ����췽ʽ�������ڲ��õĽ�����3D��ӡ����һ�������մ����������Ϊ��
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


