��˿����(FFF)3D��ӡPEEK�����о�
ʱ�䣺2018-12-26 21:52 ��Դ��OrthoDesign����������� ���ߣ��й�3D��ӡ�� �Ķ�����

�����
����ʹ��Indmatec HPP 155װ�ã�Apium Additive Technologies GmbH���Ʊ�FFF��Ʒ��ʹ����Victrex®PEEK450G�Ƴɵ�ֱ��Ϊ1.75mm�ij�˿������ѹ����������˿����0.4mmֱ�������죬���о���ʹ�õ�FFF���ղ������£�
��ͷ�ƶ��ٶȣ�800mm/min����һ�㣺300mm/min
��ͷ�¶ȣ�410�棻��һ��390��
�����¶ȣ�100��
��ߣ�0.1mm����һ�㣺0.18mm
��ѹ���ȣ�0.48mm
���ͼ����ֱ��
����ܶȣ�100%
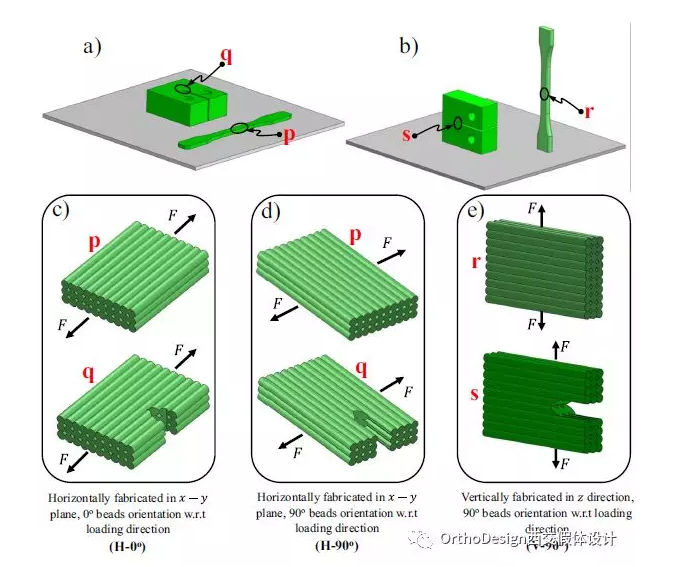
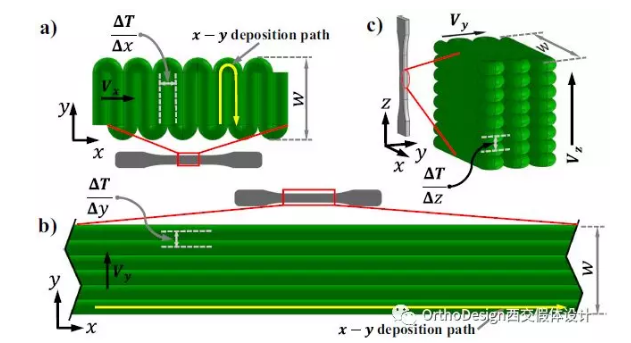
ͼ1 ͨ��FFF�Ʊ���PEEK��������
ͼ1�У�a������ˮƽ�����ӡ����b�����ô�ֱ�����ӡ�����·���ķ���ֱ�Ϊ0�㣨c����90�㣨d������c���ͣ�d���е�p��q�ֱ��ǣ�a������Ӧ����p��q�ķŴ���ͼ����ͬ�أ���e���е�r��s����Ӧ����r��s�ķŴ��������������Ĺ������������������Ĺ��졣
���������ھ���2.5kN������������Zwick-Roell Z005�����������UTM���Ͻ��У��ڻ����¶ȣ�~20�棩�£�����ISO 527��1mm / min�ĺ㶨ʮ��ͷ�ٶȽ���������ԡ�FFF-PEEK����������ͼ2��ʾ��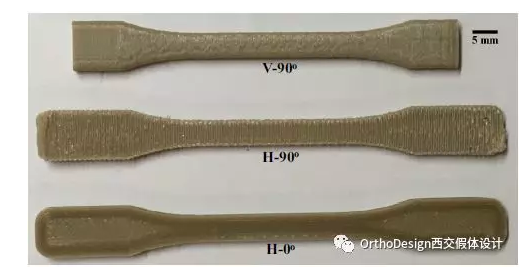
ͼ2 FFF-PEEK��������
���ݹ��ʱ�ISO 178���ڻ����¶ȣ�~20�棩���ھ���2.5kN������������Zwick-Roell Z005�����������UTM������2mm / min�ĺ㶨ʮ��ͷ�ٶȽ��������������顣���ж�������������3D��ӡPEEK��ģʽI�������ԡ�����ASTM D5045-14������FFF-PEEK����������������ܣ��Բ����ۺ����ƽ��Ӧ��������ԡ�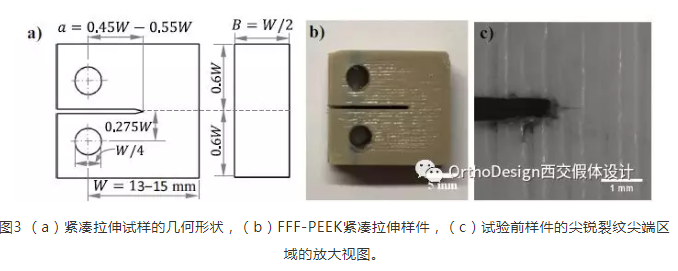
ͼ3 ��a���������������ļ�����״����b��FFF-PEEK����������������c������ǰ�����ļ������Ƽ������ķŴ���ͼ��
����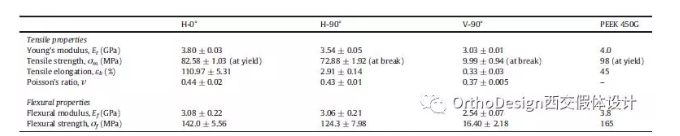
��1 H-0�㡢H-90���V-90��PEEK������������������ܵ�ƽ��ֵ�ͱ����
ͼ4 FFF-PEEK�����е����ݶȺ������ʵ�ʾ��ͼ
����ISO 527-1��2012������ǿ���������������ڼ�۲쵽��һ�ֲ����ֵ��Ӧ������ˣ�������������H-0����Ʒ������ǿ�ȣ�����ʧЧ������H-90���V-90����Ʒ������ǿ�ȣ�H-0 ���������ֳ���ߵ�����ģ��������ǿ�ȣ������H-90���V-90�㣨ͼ4�ͱ�1������H-0�������У��������������ƽ����˿�����߷�����˸���Ʒ��ʾ�����ߵ�����ģ��������ǿ�ȡ� H-90�������ģ��������ǿ��ֵ�ֱ��H-0���7����12�����������ڵ�˿��֮������Ľ����ϣ�H-90���������ֳ��ӽ�H-0�����������ܡ�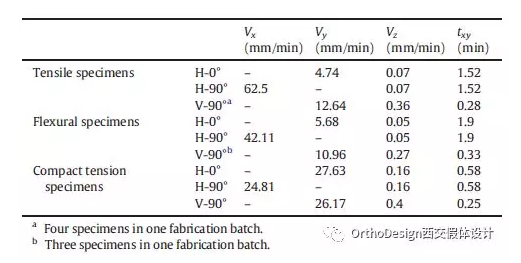
��2 ��FFF-PEEK�����ڼ䣬��x��y��z�����ϵĹ������ʣ�Vi�����ڵ���ˮƽ���еij���ʱ�䣨txy��
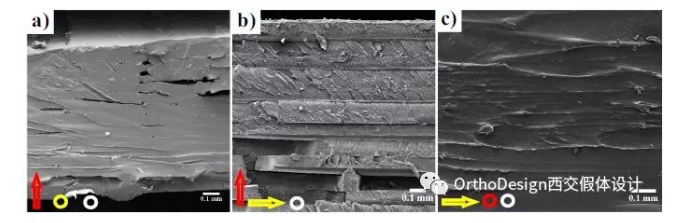
ͼ6 SEM�ѷ������̬��a��H-0�㣬��b��H-90��ͣ�c��V-90��������
H-0��������110��Ӧ��������ʧЧ����˺�������С����ۿ�϶�ϴ� ��ɫ����ɫ�Ͱ�ɫ����ͷ��ԲȦ���ֱ��ʾz���췽�����߷�����ط��� ԲȦ��ʾ��ֱ�ڱ���ķ���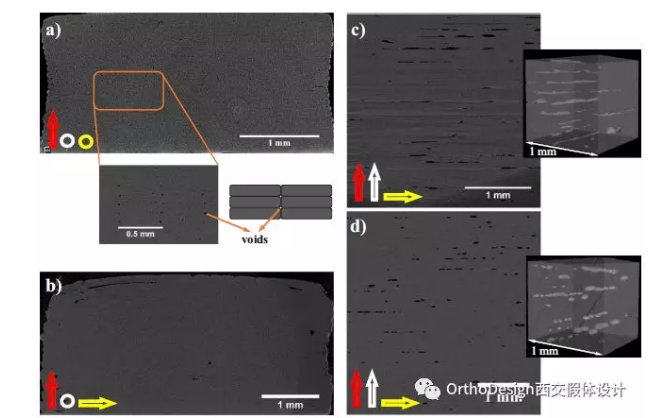
ͼ7 ����ʱFFF-PEEK��Ʒ�Ħ�CTͼ��; ��a��H-0����Ʒ��2Dͼ��ͼ��ʾ��������֮�佻�����Ӵ��Ŀ�϶����b��H-90����Ʒ��2Dͼ��c��V-90����Ʒ��2Dͼ��ͼ��ʾ���ĵ�3D�ؽ�ͼ��d��V-90�����������Ʒ��2Dͼ��ͼ��ʾ��϶��3D�ؽ�ͼ�� ��ɫ����ɫ�ͻ�ɫ����ͷ��ԲȦ���ֱ��ʾz���췽���غɷ�������߽Ƕȡ� ԲȦ��ʾ��ֱ�ڱ���ķ���
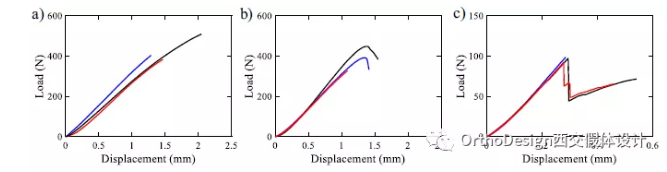
ͼ8 FFF-PEEK���غ�-λ�����ߣ���a��H-0�㣬��b��H-90��ͣ�c��V-90��������
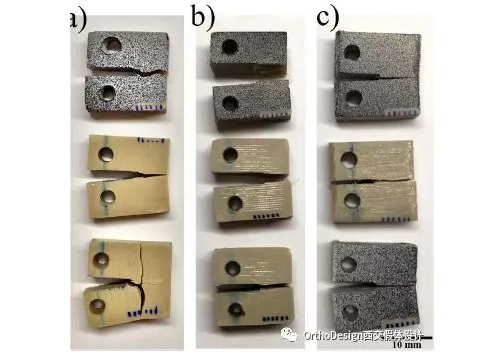
ͼ9 �������������������Ƭ��a��H-0�㣬��b��H-90��ͣ�c��V-90��������
������������ʾ��FFF���ղ����Զ������Ե�Ӱ�졣 H-0���������ֳ�������ܣ������H-90���V-90�㣬���غ�-λ�����ߣ�ͼ9����KIC����3����ʾ��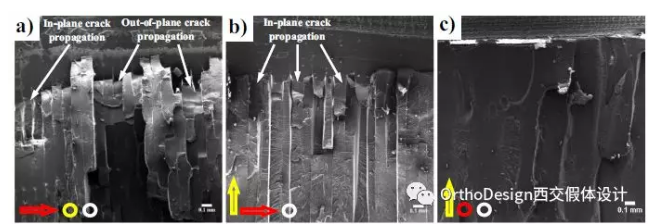
ͼ10 ��a��H-0�㣬��b��H-90��ͣ�c��V-90�������Ķ��ѱ���SEMͼ�� ��ɫ����ɫ�Ͱ�ɫ����ͷ��ԲȦ���ֱ��ʾz���췽�����߷�����غɷ��� ԲȦ��ʾ��ֱ������ķ���
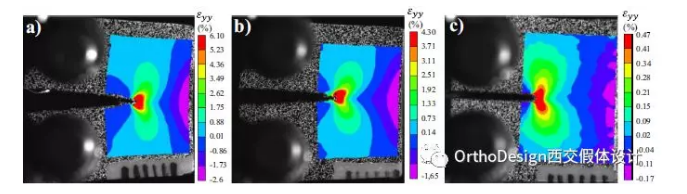
ͼ11 ������غ��µ�Ӧ���DIC������a��H-0�㣬��b��H-90��ͣ�c��V-90��������
�������ĸ�����FFF�Ʊ�PEEK��Ʒ�����졢�������������ԣ����������ܣ������֣�ϵͳ���о���FFF���ղ�����PEEK������ѧ���ܵ��о���ΪPEEK��ҽѧ�е�ʹ���ṩ�˽�Ϊ��ֵĹ������ۡ����кܶ�ط�ֵ������ѧϰ������ͼ�����Ʊ���ͼ����������������ǿ��Ϊ���ǽ�������Ƶ���ѧʵ���ṩ�����
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


