���⼤��3D��ӡ�����о���Ӧ��
ʱ�䣺2018-08-20 18:52 ��Դ�����IJ��� ���ߣ��й�3D��ӡ�� �Ķ�����
һ�����⼰����ӹ�����
��1������
�������ϸ�����60�������Ҫ����֮һ�����������õĵ�ɫ�ԡ������ԡ�ǿ����Ժ߹����ܶ��Ե��ŵ㡣������ҵ�ķ�չ��������������Խ��Խ�ࡣ���䲨���ɷ�Ϊ�����⼤�������̹⼤���������⼤���������࣬������Ҫ�������⼤������Ӧ�ü����ա�

��2�����⼤����
���⼤�Ⲩ��Ϊ355nm���������Դ�����Ա����ϽϺõ����գ��ҶԲ��ϵ��ƻ�Ҳ����С�ġ����⼤���������϶̣��Թ��ڱ���3W���⼤����Ϊ����������Ϊ10ns��15ns���ڲ����ϵ�����ʱ��϶̣��������̶ȵļ�����ЧӦ��ʱ��Ӷ��������ϣ����Ϊ0��5mm���������ݲ�ͬ���ҵļ�������������ͬ������߽�С������Ϊ���С�����ڹ��˼������ĸ���ЧӦ����CO2�������Ĵ�����˵�����⼤�����ڼӹ�һЩ����������е����������ơ�

���⼤����
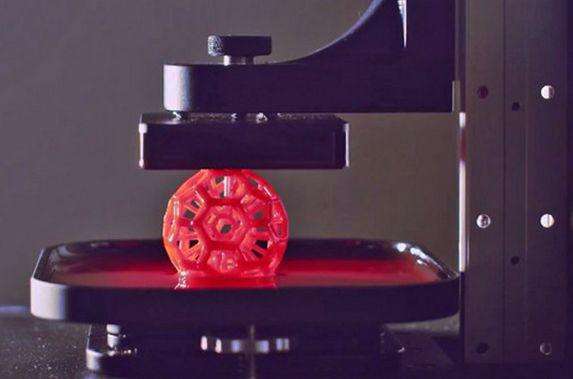
�������⼤������3D��ӡ��SLA���е�Ӧ�ü��乤��
��1�����⼤��3D��ӡ��ԭ������
���⼤����ͨ����������Ⲩ��UV��������Һ̬������֬��������ɨ������X��Yƽ����һ��һ�����¶��϶�ջɨ�����չ̻����ͣ����;��Ƚϸߣ���0��1mm�������и߶ȵ�ģ�ԭ�ԡ�
��2�����⼤������3D��ӡ����ҪӰ�����
����Һ̬������֬������������ϵ�������˽ϵ͵Ĺ������ܶȾͿ�ʹ��֬�̻����������ڹ�����֬��������������ѭBeer��Lambert ���ɣ����������������ܶ���������ȵ����ӳ�ָ��˥�������ۼ����������ֻ�е�Һ̬������֬���ܵ������������ܶȳ���һ������ֵ�Ż��������������̬��Һ̬��̬֮����ٽ�״̬�� ����ڹ̻���������Ҫ�������200mw���ϵ�������������ʹ��̻�����������Ҫ��ô�����ܴﵽ�ϺõĹ̻�Ʒ���أ�

��֬�Ĺ̻�Ʒ����Ҫ�����⼤����Һ���ɨ���ٶȣ�������͵Ĺ�ߴ�С�ͼ������������ʴ�С�������ع�ͬ��������ɨ���ٶ�ֱ��Ӱ���ż���������������Լ����⼤����Һ̬������֬����ĽӴ�ʱ�䣬��ɨ���ٶȹ������ֱ�ӵ��¼���������������㣬��Ӵ�ʱ����̶����µ����չ̻�Ӳ�ȵͻ�̻�ʧ�ܵ�һϵ�����⡣
��Һ̬������֬�������ճ��͵������ߴ�СӰ����֧�ŵĺ���Լ���Ʒ�ĺ�ȣ������Ǽ������Ĺ�߲�Բ���ܻᵼ�·ֲ�����֬�ϵ����������ȶ��������ճ��͵�Ʒ���½����߹̻��߿��쳣�ȡ�����Ǽ���ʣ�һ����350mw��500mw��ij����ȶ����������ѣ����ʹ��߿��ܵ�����֬���ڻƣ����ʹ��Ϳ��ܵ�����֬����Ӳ�ȼ��٣����dz���������ʲ��ȶ����ܵ��¹̻��ߺ̻�����쳣�����⡣��������������Ҫ�õ��ϺõĹ̻�Ʒ������Ҫ�Լ������������¼���������
1�������ȶ��������������350mw���ϣ�
2�������ȶ��ļ���������壻
3���Ϻõļ��������������

�ɴ˱��ּ���Ϊ3D��ӡ����������Ӧ���ر��Ƴ�0��5��3W�������⼤������LP105�����˿����������������5��J��100kHz���ظ�Ƶ��30��100kHz��������70ns��100kHz�����������ߣ�M2��1��3�������Բ�ȣ�90������Щ�ϸ�IJ���Ҫ���ܹ���������ڹ̻�������Ӳ�Ȳ�����ɫ������һϵ�����⣬�ҷ�������䷽ʽʹ�����������С��������3D��ӡ�������·��
�ӹ�Ч��ʾ��ͼ
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


