�ɻ�������Ƶ���ӡȫ�����SLA 3D��ӡ����
ʱ�䣺2018-06-08 13:26 ��Դ���ϼ��� ���ߣ��й�3D��ӡ�� �Ķ�����
SLA��Ϊ3D��ӡ���ͷ�ʽ��һ�֣�������϶��������۸���ˣ��ѱ����������ܣ����ڶ�����õ��㷺��Ӧ�ã����죬С��ʹ����һ���˽�һ��ʲô��SLA���ռ�SLA���նԲ�Ʒ��Ƶ�Ҫ����ԭ������Щ��
1. ���ո���
SLAȫ�������̻����ͣ������ض�������ǿ�ȵ����������Һ̬������֬�����ۺϷ�Ӧ�������̻���������άʵ��ij��ͷ�ʽ��
2. ����ԭ��
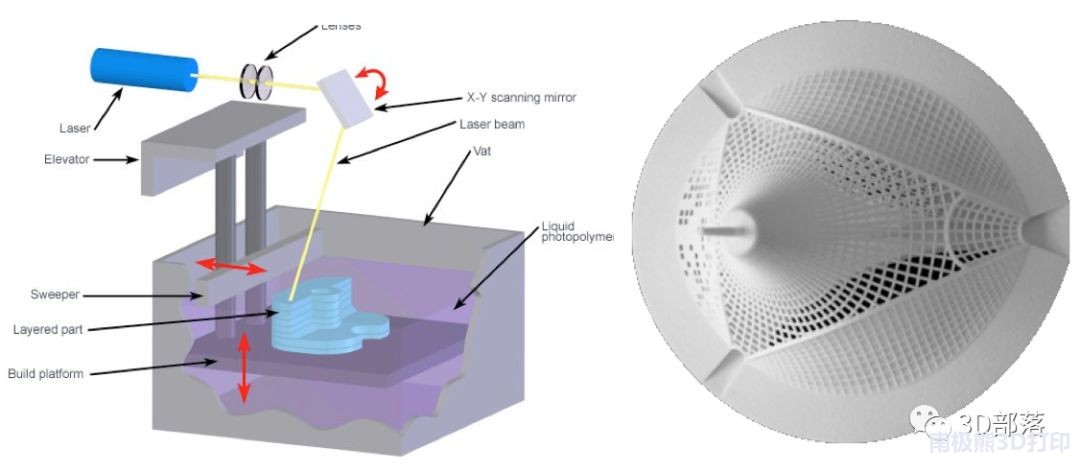
SLA��������������Һ�������֬ʹ��̻����ӹ�������ƽ̨����������֬�ۣ���֬����ʢ��Һ̬��֬���������ƫת��������������Һ���ϣ�������������Ϣɨ�裬��㾭���ĵط����������Һ��ͻ�̻���һ��ƽ��ɨ���ӹ���һ����ֲ�ƽ��ͼ�����Ӧ�IJ��棬����ǰһ���ѹ̻������ι̵�ճ����������˷���ֱ������������ɡ�
����SLA����һ�㻹��Ҫ��ϴ��ȥ֧�š���ĥ���ٹ̻��������Եõ�����Ҫ��IJ�Ʒ��SLA���ն������ڲ�λ��Ҫ����֧�ţ���Ʒ��֧��Ϊͬһ���ʣ����ڲ�ɫģ�ͣ����������ɫ������
3. ��������
��1�����ȸߡ�����⻬����������ߴ��Ʒ��
��2�����ԽϺá���Ǽ��á�����С��
��3������ϸ�ڼ��ѣ������ʸУ������ٶȽϿ죻
��4����֬����ࣨ��ɫ��������ȫ���������Եȣ������������������

4. Ӧ�÷�Χ
��1�����ټӹ��߾��ȡ��߱�����������ϸ���ְ�����������������ģ�ߣ�ҽ��������ѵ��ӡ���Ϸ������������ơ��������͡��Ҿ�װ�ε��������ģ�͡�һ�㲿���������֤��װ��У�ˣ�ijЩ����¿����ڹ��ܲ��ԡ�
��2���������Ҫ������Ӧ�����Բ��ϣ�����������֬��ȫ����֬��

5. ��ƹ淶
�ڡ�3D��ӡ����ģ��֮������������ᵽ����ʵ��û�к�ȵĶ����Dz����ڵģ����������ʱӦע��ģ�͵�ϸ�ڽṹ��SLA����ϸ�ڽṹҪ��һ��Ϊ��
��1����Сϸ�ڱں�0.6mm���������Ƭ���Ҫ����2mm����
��2����С��������ֱ����1mm��
��3����С�������ֱʻ����ȣ�0.35��
��4����С��ֱ����1mm��
��5����С��϶��0.4mm��
6. ���ԭ��
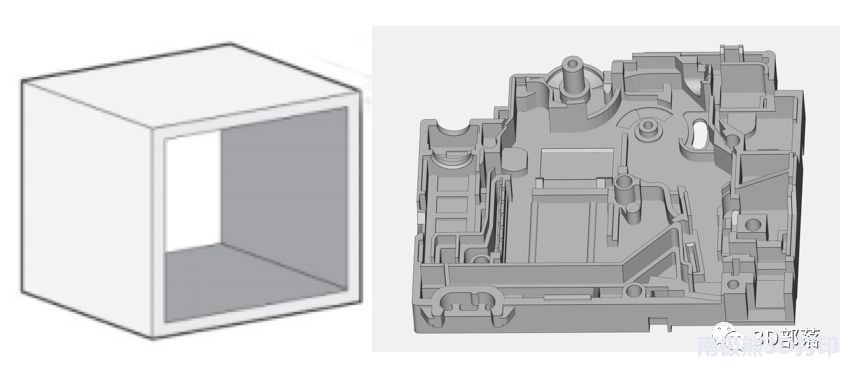
��1����DZں�ԭ��
���ڱȽϺ��ص�ģ�ͣ������Dz�Ӱ����ʹ�����ܣ������ǣ���ǿ��Լ���ģ������������ģ�ͳɱ������ڴ���ģ�ͳ�Ǻ������Ӽ�ǿ��������Դ�����ģ�͵ı��γ̶ȣ���Ȼ��ҲҪ����ģ�͵Ľṹ���������SLA ���յĵ���С��DZں�Ҫ�������ߴ��й�ϵ�����Ų�Ʒ�ߴ�����Ӷ��ں�Ӧ��Ӧ�Ӵ���С�ߴ������200mm�����еȳߴ����200-400mm����������С�ں�Ϊ2mm�����ڴ�ߴ������400����������С�ں����3mm��
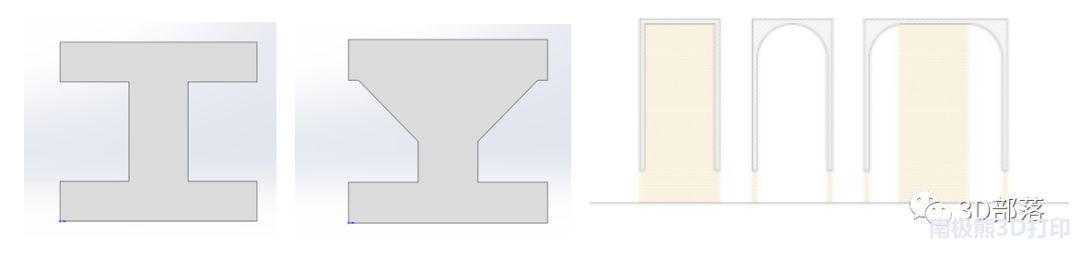
(2)35�����ԭ��
ǰ���ᵽ��SLA���ն������ڲ�λ��Ҫ����֧�ţ����ڽǶ��ٽ�ֵһ��Ϊ35�㣬����ڲ�Ӱ��ģ��ʹ�����ܵ�ǰ���£�ģ�����ʱ���Խ����������ĽǶ���Ƴɴ���35�㣬�ʵ�ʱ����Բ�ǣ������Լ���֧�ţ���֤ģ�ͳߴ�ͱ���������
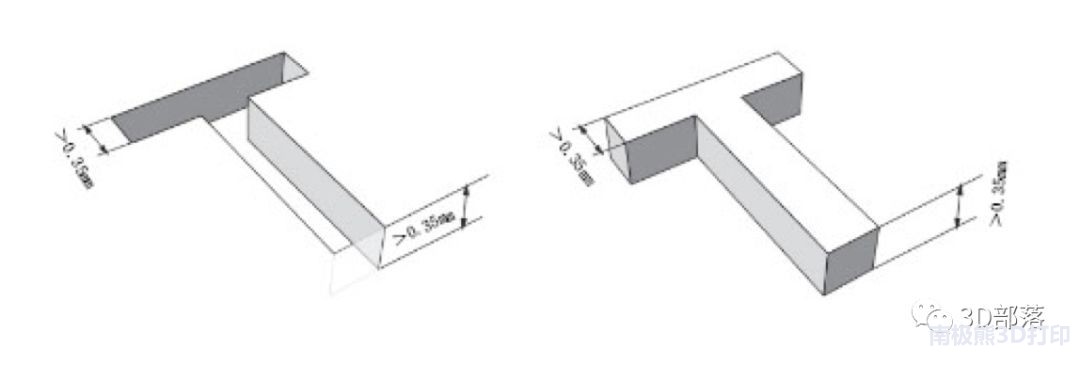
(3)0.35mm��ϸ��ԭ��
�����°������ֻ����ϸ�ڣ�һ�㽨��������������Ϊ0.35mm�����Ϊ0.35 mm������������ֻ����ϸ�ڣ������������0.35mm����߶�����0.35 mm��
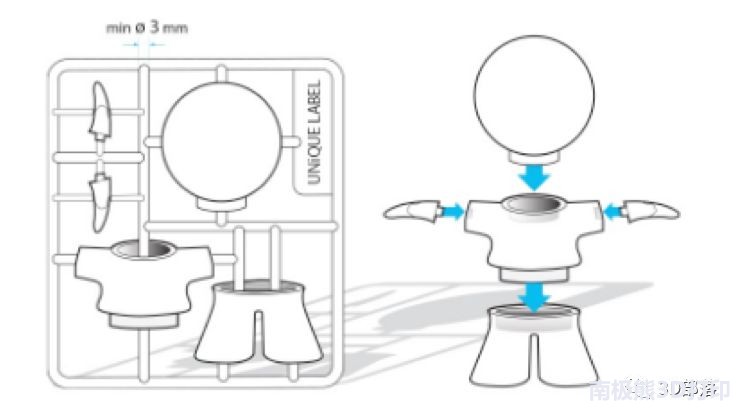
(4)װ���ԭ��
װ���ģ��һ��ӵ�ж�������Ŀ��壬�������ײ�ж��װ���壬����ѡ���ӡ�������Ͳ���Ӱ�������������ɰڷţ�����Ӱ���Ʒ����ѱ���������һ�㽨��װ���϶��0.3mm��
���Ƕ���һЩһ���ӡ�Ŀɻģ�ͣ��е����û����ж����ȻҲ���Դ�ӡ��һ�㽨��װ���϶��0.4mm��Ҫ��Ȼ���ܺ����������ӡ��һ����ˡ�
��ʱ��Ϊ�˴�ӡ���㣬��������֧�����������еĿ��壬�����Ϳ��Ա�֤��������ӡʱ���������ᶪʧ��һ�㽨��֧�����ĺ�Ȳ�С��3mm��
7. ����ԭ��
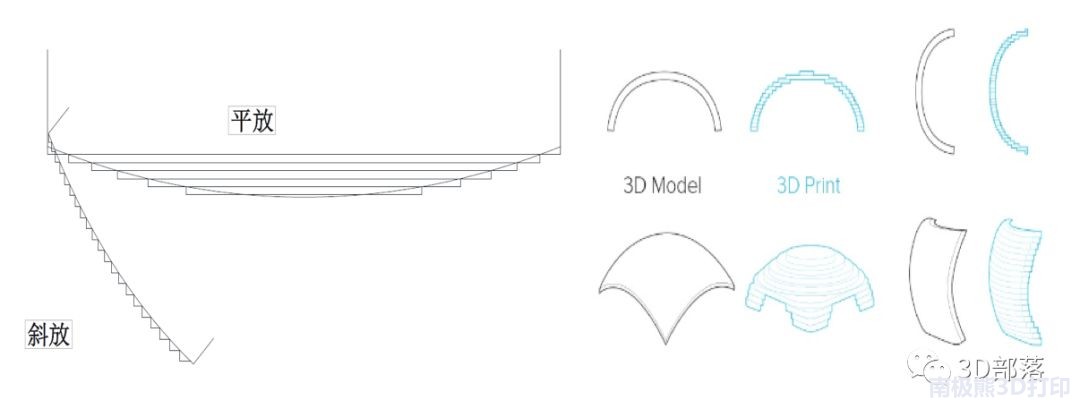
��1��45��ڷ�ԭ��
ģ�ͰڷŶԲ�Ʒ����������ǿ���кܴ�Ӱ�죬һ�㽨�鹤�����������泯�ϣ��л���Ĺ���ˮƽ�ڷŵ�̨�������dz����ԣ����Ƶȸߵ���ͼ��һ�㽨����ƽ̨�����45��ǻ�ֱ���ڷţ����ι�����ε�һ�㴹ֱ��б45��ڷš�
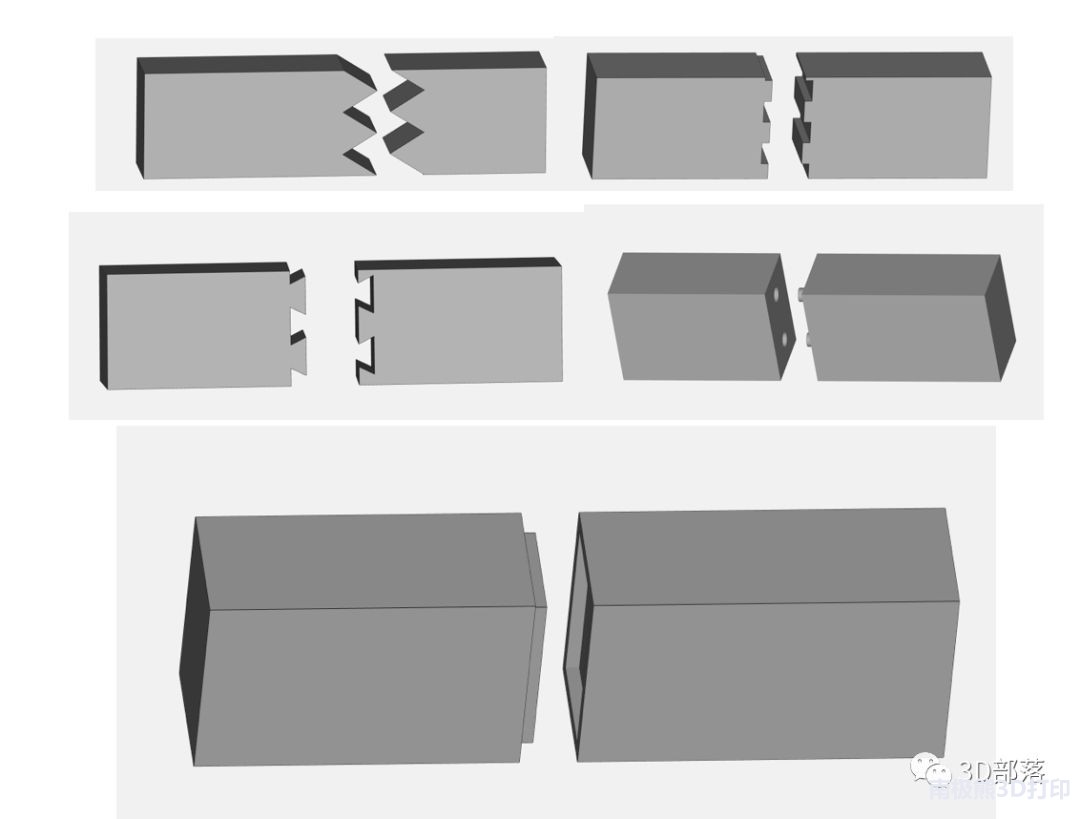
 ��2�������ƴ��ԭ��
��2�������ƴ��ԭ��
���ڳ�����ӡƽ̨�ߴ�ij���������Բ���ƴ�ӵķ�����һ�㽨��ƴ�Ӽ�϶��0.3mm��ƴ��ʱ�������������Ρ������Ρ���ݡ�̨�����ͽ��ж�λ���ӣ�����AB��ˮ����ճ�ӡ�
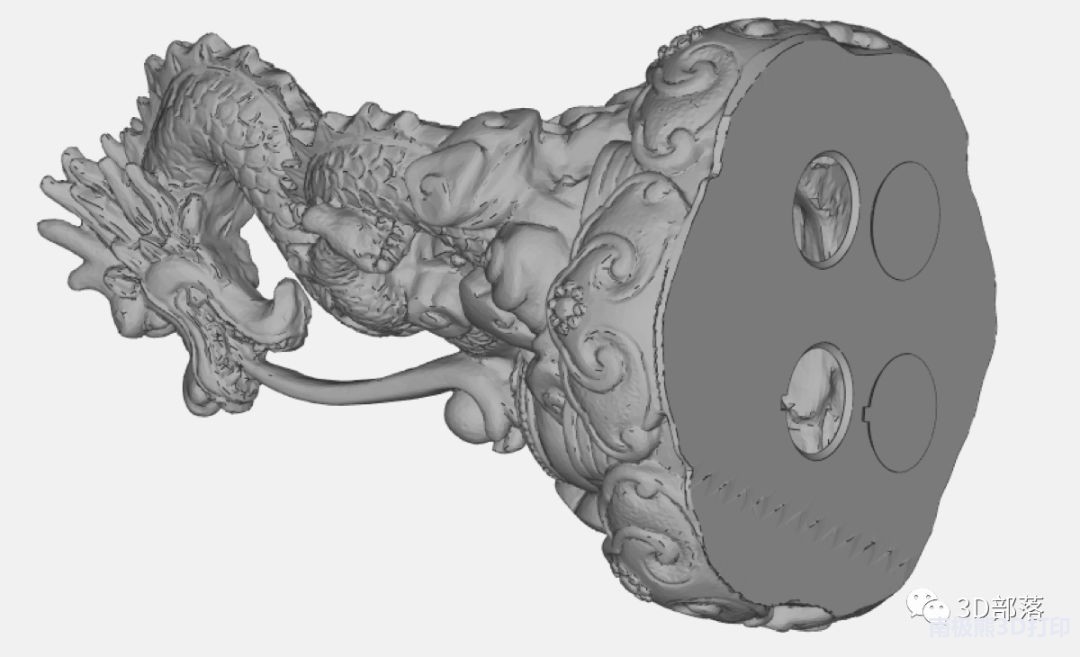
��3�����տ�ԭ��
Ϊ�˱�֤��Ǻ��ģ����ǻ��Һ̬��֬˳�����������Լ���ģ������������ģ�������ɱ���Ӧ��ģ�ͷ���Ҫ�濪�ף�������ģ�Ϳ�����Ĵ�С�йأ���һ�㽨����С��Ϊ3mm�����Ϊ30mm������Ҫ����ģ�ʹ�С�;���ṹ������ƣ�������������ѹ��տ������������òۿڽ��ж�λ���پ��������Ĵ�ĥ�Ϳ����ˡ�
��4����ɫ��ԭ��
���ڼ���ɫ�������Բ���һ�廯��ӡ����ɫ�Ϳ����ˣ����ڸ�����ɫ����Ӧ������ɫ��Ҫ����ɫģ�Ͳ�������ɫ���ٽ�����װ����װԭ����ƴ��ԭ�������ӽṹ�ͼ�϶��

8. ����ԭ��
�������ڣ�SLA����һ��48-72Сʱ,�����������36Сʱ�ڽ�����
ƽ�����ȣ���0.1mm(L<100mm)����0.1%(L>100mm)��
�������ͳߴ磺600*600*400(mm)��
���棺δ����ĥ�����IJ�Ʒ������ܻ���ڲ��ƣ����ƿ��Ա���ĥ���������ʺϴ�ĥ����ɰ����Ϳ��Ⱦɫ��˿ӡ����ƶ��ֱ��洦�����ա�
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


