4�ּӹ���ʽ�Ա���HT1001P��ߴ繤��һ����;�����
HVAC��Ӣ��Heating Ventilating Air Conditioning����д������ů��ͨ����յ����ǰ�װ�������DZ�̨�¾��м��ȡ�ͨ�硢�������ڹ��ܵĵ�Ԫ�������ķ���ܳɡ�������о�塢������о�塢��Ϸ��š�ģʽ���ŵ���Ҫ������
�����յ�HVAC���Ͽ��弰��������������������бȽϴ�������㲿���������ų��ػ�װ�������㲿�������ã�������ǿ�ȡ��ͳ�������¼���ʴ��Ҫ��Ƚ��ϸ���HVAC�бȽ���Ҫ���㲿����
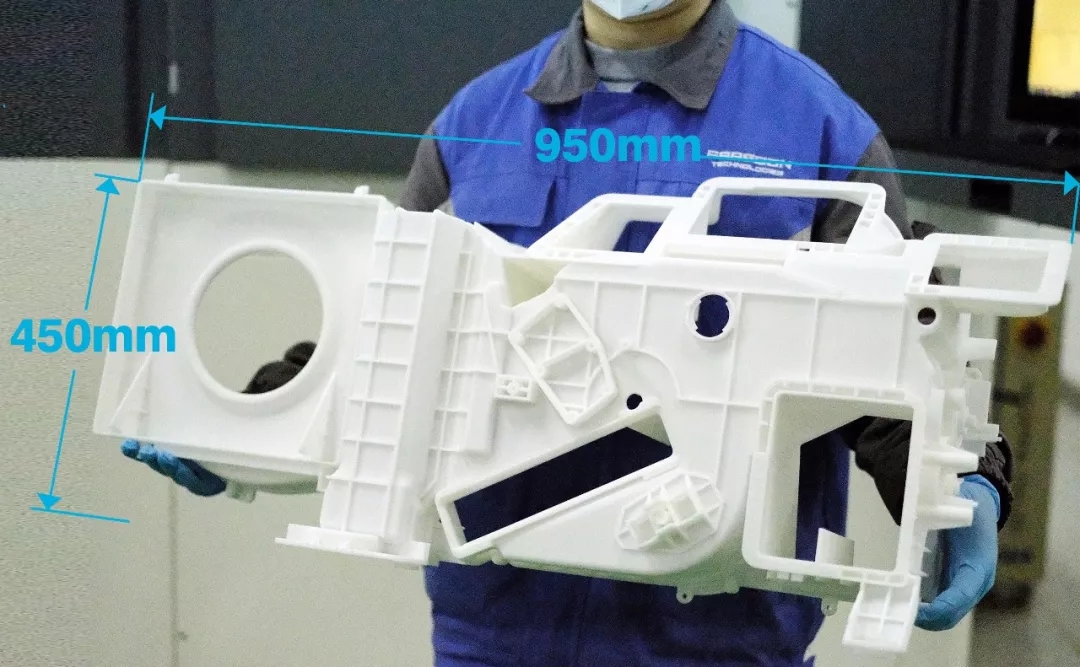
����߿����人���������Ƽ�����˾������ͨ��CAMS������������������HT1001Pһ�����ȫ������3D��ӡ���������������յ�HVAC���壬�ù����ṹ���ӣ����ȴ�950mm�����ȴ�450mm������ʱ���10Сʱ��Ч�ʱ���ͨ3D��ӡ�豸������4��(ע����ͨ3D��ӡ�豸�Գ��ͳߴ�400��400��450mmΪ��)������ǿ�ȡ�������ȫ����Ҫ��
1.��ͳ�����������HVAC����

���ô�ͳ�������������յ�����IJ������£�
[CNC���������ײ�Ʒ��ʱ62Сʱ����]
���ձˣ���ʱ�ϳ����ɱ��ϸߣ�����Ա����Ҫ��ϸߡ�
����CNC�ӹ����վ��ޣ��Խṹ�߶ȳ���100mm�IJ�������в�⣬һ�������һ���������5-8�飬����CNC�ӹ����ߵ�ֱ������̫ϸ�����߳��Ȳ���̫������Ҫ�Լӹ����ظ���λװ�С��ߴ羫�Ⱥܴ�̶������ں���ƴ����Ա�Ĵ������飬�ҽṹǿ�Ƚϲ
��һ��������ά���ݽ��нṹ���������ÿ���������б�̣��ֱ��ύ��CNC�豸�ӹ���
����ʱ�䣺4-6Сʱ/��
�ڶ������ֱ�Բ��������ֹ���������ĥ��ճ�ӡ�
����ʱ�䣺4-6Сʱ/��
������������CNCϳ�����������к����ӹ���
����ʱ�䣺50Сʱ����
[�轺ģ���������ײ�Ʒ��ʱԼ120Сʱ]
���ձˣ������ɱ��ߣ�ʱ�䳤�����Ȳ
һ�轺ģ�����ȶ�����20�����Ҳ�Ʒ���ʺ�С���������������ʺ�5�����ڵ�������ͬʱ�轺��Һ̬�����ڹ̻������д��ڱȽϴ�����������²�Ʒ�ߴ羫�Ⱥ��ѱ�֤��һ����0.5mm/100mm���ϡ�
��һ��������ԭ�ͼ���һ�����SLA����ֱ�Ӵ�ӡһ����Ʒ��
����ʱ�䣺70Сʱ����/̨
�ڶ�������SLA��Ʒ���������У����������е���轺�����ȹ轺�̻���
����ʱ�䣺һ��轺��ȫ�̻���Ҫ6Сʱ���ҡ�
�����������̻��Ĺ轺ģ���ȡ���м��SLAԭ�ͼ����ϵ����ٺ��Ϲ轺ģ������ս�ע����ͨ����������轺ģ�ڲ�ע��Һ̬���ϣ������ȹ̻���
����ʱ�䣺һ��̻���4Сʱ����;
���IJ����ֿ��轺ģ��ȡ��������Բ�Ʒ�ķɱ�����ĥ���γɲ�Ʒ��
����ʱ�䣺 Լ6Сʱ/��
���⣬��ͳ�����ǽ�����һ���������ϣ���ߴ�����������Ҫ�˹���װ����Ʒ�IJ���Խ�࣬�����ѵ�ʱ��ɱ��������ɱ���Խ�ࡣ3D��ӡһ����ͣ�����Ҫ��װ�������˹�Ӧ������ʡ���Ͷ��������䷽��Ļ��ѣ���Ӧ��Խ�̣���ȾҲԽ�١�
2.ΪʲôҪʹ��3D��ӡ����HVAC����

1.���ӽṹһ�����
��ͳ���������칤��������Ҫ����ij�ѹģ�ߣ���ʱ��������Ʒ����ܵ�����Ӱ�����������ƣ����봴��˼ά������Э�Ĺ�Ȧ��������HVAC������������У����ڲ��к఼ܶ�ۡ�������ṹ���ְ�����Կ�ģ�������ҷ��ð���
����߿�3D��ӡ����������ۼӵķ�ʽ��ɼӹ�����HVAC�������ά���ӵIJ��������桢�ο����νṹ��ת��Ϊ��ƽ��ṹ���г��ͣ�ͻ���˴�ͳ�ӹ������ı��ݣ���һ�γ��ͣ����֮�¸��Ӿ������ơ�
2.�з��ɱ��½�95%
��������������ҵ�����ɱ��Ӹ߲��µ�ԭ����Ҫ���㲿����ģ���ð����������ʵͼ������ɱ��ߵ����ء�ѡ����ʵij�ѹ���ա������Ż�ģ�߽ṹ����ֿ��Dz��������ʺ����������������ȣ�ֱ�Ӿ�������������ɱ����������ɱ����ƾ���ʮ����Ҫ�����塣
�Ը�HVAC����Ϊ����ͨ����ͳ���ս��нṹ��ƣ���Ҫ��ο�ģ����ģ�ijɱ�һ�ο�����Ҫ60�����ң�������ʹ��3D��ӡ�����ijɱ����ý�Ϊ2.5�����ң��ӹ��ɱ��½�Լ95%�����������г���������
3.�з����ڴ������
�����������ڶԲ�ƷͶ���г���ʱ�����ž����Ե�Ӱ�죬���Ӳ�Ʒ�滮ֱ��Ͷ���г�����һ���߳����ӵĹ��̡������з��������Ҫ����57���£���Ҫ���������з������ɡ�ϵͳ��֤������������������ơ����칤�������ʱ�Ĺ������ǹ�װ�豸�������Լ�ģ�ߵĿ�����ʱ��ǰ�������Ҫ�ӽ�һ�ꡣ
����߿�3D��ӡ�������������ܿ��ٸ�����Ʋ�����������Ч�ʡ����Ϳ����ɱ�������ڴ�ͳ��ģ�߿������Լ����졢����ȸ��ӵĹ��գ������м价�ڣ����̿������ڡ�����ڴ�ͳ��������ģ�ߵĿ������ڣ�3D��ӡʱ�������̡�
3.��ͨ�ߴ�3D��ӡ�������
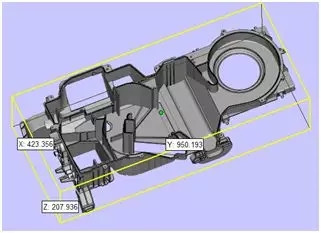
ͼΪHVAC��������ṹ���ߴ�
���ڸ���������950mm, ���ͳߴ�����ƣ���ͨ��3D��ӡ�豸�����������������ָ�����ɸ���������ӡ����ٽ���ƴ�ӡ���ĥ�����ڹ���ǿ�Ⱥ;��ȵĿ�����һ���dz������ս���Գ��ͳߴ�Ϊ400��400��450mm���豸Ϊ�������軨��48Сʱ���ȹ轺ģ����ʱ������60%����CNC����ʱ������84%��
4.CAMS 3D��ӡ�������
2018��3�£���ҵ��3D��ӡ�캽��ҵ����߿ƣ�ȫ���������Ե�"������������������(Continuous Additive Manufacturing Solution)CAMS"ȫ������������3D��ӡ�豸HT1001P������г��ļ����ע����������������Service Bureau�Ȳ�ҵ���ͻ�����ѯ������
CAMSһ�����HVACʱ�����10Сʱ�������������Ч�ʣ��ҹ���ǿ�ȡ����ȸ����졣
���н�3D��ӡת��Ϊ������ֱ����������HT1001PרΪ���������ҵ���������ƣ����������Ϊ15L/h��������Ϊֹȫ�����Ľ����ٶȡ����ͬʱ��HT1001Pӵ������Ϊֹȫ�����ij��������1000��500��450mm�ij�����ף���ʵ�ִ��Ͳ�Ʒ��һ�廯���ͺ�С�Ͳ�Ʒ������������������Ч�ʽӽ�100%����߱��ĸ����ս��������ɴ�ӡFS6028PA(PA6)��PA12���ս��¶���220�����µIJ��ϣ�ʹ��Ʒ���ܸ����졣
�����յ�HVAC��ͬ���ճ���Ч�ʶԱ�

�� ��CAMS�ĵ�����ʹ���೬����һ����ͱ��"�����"���ʺ������������պ���������ߴ��������죬��ģ�黯���ʹ�豸ʹ��Ч�ʴ���ͨ3D��ӡ�豸��50%�������ӽ�100%������ȫʡȥƴ���Լ�ƴ�Ӳ�λ��ĥ�Ĺ��ա�����HVAC�յ����彨��ʱ���10Сʱ��Ч�ʱ���ͨ3D��ӡ�豸������4��������ǿ�ȡ����ȸ����졣
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ���� 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

