����3D��ӡ����֮����ɰ��3D��ӡ(3)
ʱ�䣺2016-08-22 18:27 ��Դ���ϼ��� ���ߣ��й�3D��ӡ�� �Ķ�����
4.GS
GS( Gener is sand) ���յ¹� Generis ��˾Ҳ����ɰ�͵Ŀ��ٳ����о�, �乤��·���ǽ�ɰ����ƽ֮��, ���ö�ͨ����ͷ��ɰ������������֬,Ȼ����һ����ͷ��������·���������,��������֬����������Ӧ, ʹ���Ͳ��̻��ѻ����Ρ�
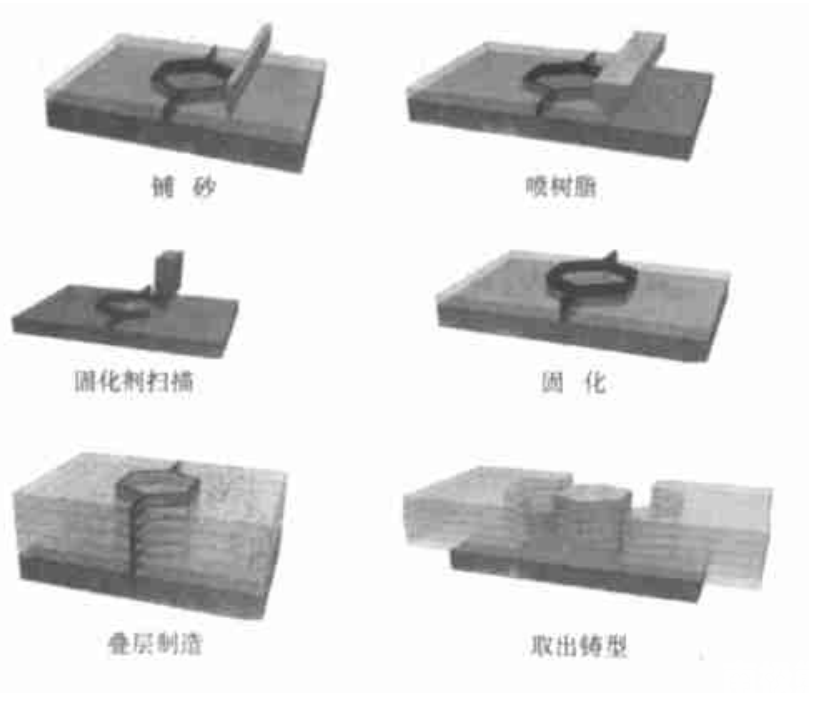
GS ɰ���ι���ʾ��ͼ
�ù���ɰ��ߴ�ɴ� 1500 mm��750 mm��750 mm,�ֲ��ȿɴ� 0. 3 m m,�������������������, ����ȱ����ʮ�����Ե�, ������֬����������ɰ������,����������
�Ϻ����ں�����֬��ɰ��Χ֮��, ����������ȡɰ��ʱ��ɰ��������, �����������,ͬʱҲӰ����ɰ�͵ľ��Ⱥͱ���������
��ͬ����3d��ӡֱ���������췽���ص�:
1. SLS �� 3DP ����, ���ڲ������Ⱥ�ϸ���մɷ�ĩ�Ȳ���, �伤�������ͨ����ͷʹ���ε�Ԫ��С, ���������ԭɰ�� PCM �������, ���нϸߵ����ͱ�������������
�����豸���οռ�ͳ����ٶȵ�����, ֻ�ʺ���������С����SLS �� 3DP���, ��û�к�������, ���ҿ��������еĸ�Ĥɰ����, ���������ϵ�Ӧ�ø������ơ�
2. PCM ���պ� GS ���ղ��õ�ɨ���˶�ϵͳ�����似��ʹ����нϴ�ij��οռ�, ��ɨ��ϵͳ���˶����ȸ�,�������͵ijߴ������Կ��������ɷ�Χ����, ������һ
���������ͳߴ�����������������豸���˶�����һ��ԶС����һ���, ���Կ������ �������͡� PCM ������ԭɰ�� ��֬��ԭ���ϵ��������봫ͳ������ͬ, ����GS ���շ��ӵĺ��������ר���豸, ���͵ľ��Ⱥͱ����������ױ�֤, ��������,�������������д���һ����ߡ���֮, �봫ͳ���ͷ������,ֱ���������칤�������ɱ������Խ�ԡ� �κ�һ�ֹ��ն���һ�������÷�Χ, ���ǹ���������ص�, ֱ���������칤�ղ�������,��Ҳ����ȡ����ͳ�����ա���ͳ���ͷ����ڴ����������о��кܴ����Խ�ԡ� ����ģ�������ظ�����,��ͳ�������������ijɱ������������������з��ȹ�ϵ, ��ֱ���������칤�յ�
����3D��ӡֱ�ӳ���ɰ�ͣ�о��
��Ĥɰ���м��ȹ̻����ص㣬��̻��¶�һ��Ϊ200��280�档������ɨ�踲Ĥɰʱ������ĸ�Ĥɰ���յĹ���ת�������ܲ������ĸ�Ĥɰ������ʹ�̻��¶ȷ�Χ�ڵ�ɰ�������̽ᡣ����ʡ�ɨ���ٶȵȹ��ղ��������յ�ɰ��ǿ������ҪӰ�졣ͨ�������Dz��¡�Ansys����Ԫ������ֵģ�⼰�ֳ�ʵ��İ취���õ��˲�ͬ���������¸�Ĥɰ���ȹ̽���ȼ�������ߣ������˸�ĤɰSLS�����͵ĺ������ղ�������ָ�����ʹ�����Ĥɰ����֬Ĥ�������պ�̿����ʹ��ʧȥճ�����á�
���ø�Ĥɰ����̿��ʧЧ���ص㣬���Բ���һ�ֻ��ڼ�����������ɨ��ֱ�ӻ�ø�Ĥɰ���͵ķ�������������CAD�������ڼ�����н���Ҫ�ӹ��������ά����ģ�ͣ����÷ֲ���Ƭ����������д������õ���ͬ�߶���ÿһ������ƽ�漸����Ϣ��CAD/CAMϵͳ���ݽ�����Ϣ����x-y�������ڸ����ĩ�ϵ������˶�ָ��ڼ�����Ŀ����£����ս�����������Ϣ���ڷ�ĩ��ɨ���������״������Ĺ���Ҫ�㹻��ʹ�������߽紦�ķ�ĩ��ȫ̿����ʧȥ�̻����ã����ɨ��ֱ���ѻ����������ά����ṹ�ķ����档���ո�Ĥɰ�̻�����������Ҫ���ɰ������ɰ���м��ȹ̻���ʹ�̻���ĸ�Ĥɰ���ŷ�������ͣ��Ϳɵõ�Ŀ�����͡�������Ҫ�ص��ǣ������ٶȿ죬Ч�ʸߣ����ͼ��Ļ�е���ܼ����������ߣ����Ͳ���ѡ��Χ�㡣
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ������������
 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״��ȵ�����


