��������3D��ӡ������FDM��SLS��SLA����ԭ��
FDM��ӡ����
����ԭ����
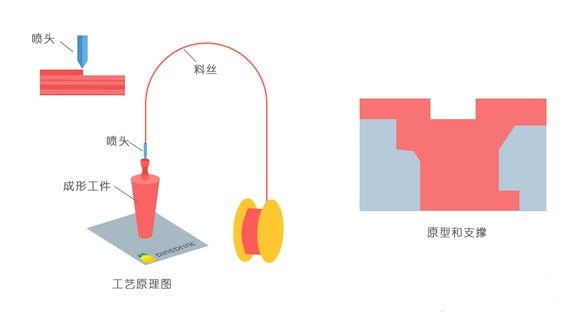
FDM(Fused Deposition Modeling�����ڳ���)��
FDM���ڲ�����ͼ����ǽ�˿״�������Բ��ϼ����ڻ���ͬʱ��ά��ͷ�ڼ�����Ŀ����£����ݽ���������Ϣ��������ѡ���Ե�Ϳ���ڹ���̨�ϣ�������ȴ���γ�һ����档һ�������ɺ�������̨�½�һ���߶ȣ����ֲ��ȣ��ٳ����� һ�㣬ֱ���γ�����ʵ�����͡�
FDM�������ŵ㣺
1�� ���������ɾ�����ȫ���������������ڰ칫�ҡ���ͥ�����½��У�û�в��������ͻ�ѧ��Ⱦ��Σ�ա�
2�� ���輤�����ȹ���Ԫ��������˼۸���ˡ�
3�� ԭ����Ϊ����˿��ʽ����ʡ�ռ䣬���ڰ��˺��滻��
4�� ���������ʸߣ��ɱ�ѡ���Ϻܶ࣬�۸�Ҳ��Ա��ˡ�
FDM������ȱ�㣺
1�� ���κ����ֲڣ�������������߾���ֻ��Ϊ0.1mm��
2�� �ٶȽ�������Ϊ��ͷ����е�˶���
3�� ��Ҫ������Ϊ֧�Žṹ��
SLS��ӡ����
����ԭ����
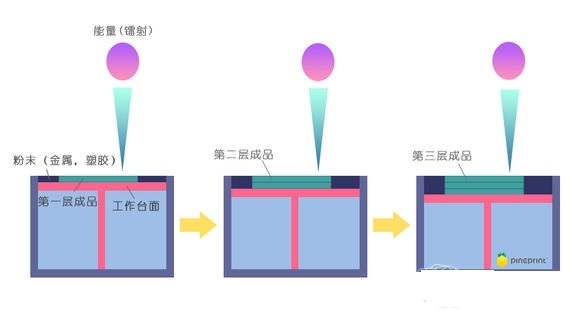
SLS(Selective Laser Sintering����ĩ����ѡ���Լ����ս�)��
�ü��������̷۽�һ���ĩ����ƽ�����ѳ���������ϱ��棬��������ǡ�õ��ڸ÷�ĩ�ս���ijһ�¶ȣ�����ϵͳ���Ƽ��������ոò�Ľ��������ڷ۲���ɨ�裬ʹ��ĩ���¶������ۻ��㣬�����սᲢ�������ѳ��͵IJ���ʵ��ճ�ᡣһ����ɺ���̨�½�һ���ȣ����Ϲ�����������һ�������ʵ��ĩ��������һ�������սᣬֱ���������ģ�͡�
SLS�������ŵ㣺
1�����ö��ֲ��ϡ�����ò��ϰ����߷��ӡ��������մɡ�ʯ�ࡢ�����ȶ��ַ�ĩ���ϡ��ر��ǽ�����ĩ���ϣ���Ŀǰ3D��ӡ�����������ŵķ�չ����֮һ��
2�����칤�ռ����ڿ��ò��ϱȽ϶࣬�ù��հ����ϵIJ�ͬ����ֱ������������״��ԭ�͡���ǻģ��ά�����������ߡ�
3���߾��ȡ�һ���ܹ��ﵽ�������巶Χ�ڣ�0.05-2.5��mm�Ĺ��
4������֧�Žṹ��������̳��ֵ����ղ��ֱ����δ�ս�ķ�ĩ��֧�š�
5�����������ʸߡ����ڲ���Ҫ֧�ţ��������ӵ�����Ϊ��������3D��ӡ�����в�����������ߵģ��Ҽ۸���Ա��ˡ�
SLS������ȱ�㣺
1������ֲڡ�����ԭ�����Ƿ�״�ģ�ԭ�ͽ������ɲ��Ϸ۲㾭�������ۻ�ʵ�����ճ��ģ���ˣ�ԭ�ͱ����ϸ��Ƿ���״�ģ���������������ߡ�
2���ս��������ζ�� SLS�����з۲���Ҫ����ʹ����ȴﵽ�ۻ�״̬���߷��Ӳ��ϻ��߷����ڼ����ս�ʱ��ӷ���ζ���塣
3����ֱ�ӳ������ܵĽ������մ���������ʹ�ߴ����ʱ�������������Ρ�
4���ӹ�ʱ�䳤���ӹ�ǰ��Ҫ��2Сʱ��Ԥ��ʱ�䣻���������Ҫ��5��10Сʱʱ����ȴ�����ܴӷ�ĩ����ȡ����
5������ʹ���˴��ʼ����������˱������豸�ɱ�������Ҫ�ܶศ���������գ����弼���Ѷȴ������ά���ɱ��dz��ߣ���ͨ�û�������
SLA��ӡ����
����ԭ����
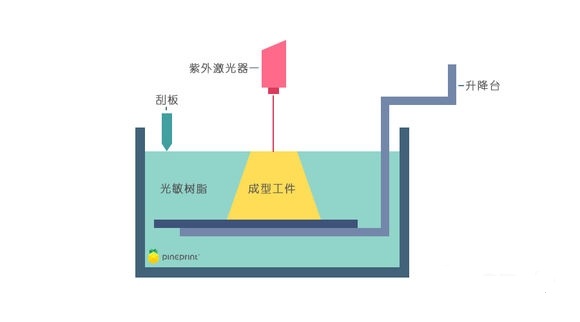
SLA(Stereo Lithography Apparatus��������֬ѡ���Թ̻�)��
��Һ���г���Һ̬������֬�����ڼ���������������⼤���������£�����ٹ̻���SLA��SLS���õļ��ⲻͬ��SLA�õ������⼤�⣬��SLS�õ��Ǻ��⼤�⣩���ڳ��Ϳ�ʼʱ������������̨����Һ�����£��պ�һ��������ĸ߶ȡ�ͨ�����۽���ļ����������ջ���ָ�����������Һ�����ɨ�衣ɨ���������֬���ٹ̻����Ӷ����һ�����ļӹ����̣��õ�һ�����ϱ�Ƭ��Ȼ����̨�½�һ�������ĸ߶ȣ��ٹ̻���һ����档���������ӹ��ɽ�����άʵ�塣
SLA�������ŵ㣺
1�� ��չʱ�������������죬Ӧ����㷺����ȫ���簲װ�Ŀ��ٳ��ͻ��У���̻�����ϵͳԼռ60%��
2�� �����ٶȽϿ죬ϵͳ�����ȶ���
3�� ���и߶����ԡ�
4�� ���Ⱥܸߣ������������𣬱���0.025mm��
5�� ���������ã��ȽϹ⻬���ʺ�����ϸ�����
SLA������ȱ�㣺
1�� ��Ҫ���֧�Žṹ��֧�Žṹ��Ҫδ��ȫ�̻�ʱȥ���������ƻ����ͼ���
2�� �豸��۸߰�������ʹ�ú�ά���ɱ������͡�SLAϵͳ��Ҫ��Һ����в����ľ����豸���Թ�������Ҫ����̡�
3�� ������֬�������ԣ��Ի�������Ⱦ���Բ�������Ƥ���й�����Ӧ��
4�� ��֬���ϼ۸�����ͺ�ǿ�ȡ��նȡ������Զ����ޣ������ڳ�ʱ�䱣�档
5�� ���ڲ�������֬���¶ȹ����ۻ��������¶Ȳ��ܳ���100�档�ҹ̻���ϴ࣬���ѣ��ɼӹ��Բ��á����ͼ�����ʪ���ͣ�����ʴ������ǿ��
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ���� 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

