3D��ӡ�¼�����������ô��Һ������������ģ�
�����⼸����ռ������Ƕ�3D��ӡ�������Ѳ��ٸе�İ����������������������еļ����й�3D��ӡ����ʾ��ͼ�ƺ��Եø�����Ŷ��ر���������ɫ��Һ���У����ƶ�������������ϩ����״�Ŀ��������ģ�����ħ��һ������Һ���ϡ������˳�����
 ע����ͼΪ���ٲ��ţ�ʵ��ʱ����ο�ͼ�ϵ�ʱ���ע
ע����ͼΪ���ٲ��ţ�ʵ��ʱ����ο�ͼ�ϵ�ʱ���ע
��Щ����Ķ�ͼ��������������ڡ���ѧ����Science���ϵ�һƪ�й�3D��ӡ�������о�����[1]�������¼�����ȻҲ�������ڿ��ı༭�����ڿ������϶������������Һ���д�ӡ�����ġ���������������Ӱ����ô������Һ��3D��ӡ����������ʲô����֮���������������ô��Һ��������������أ�
 ����ѧ�������ϵ�3D��ӡ��ͼƬ���ԣ�sciencemag.org
����ѧ�������ϵ�3D��ӡ��ͼƬ���ԣ�sciencemag.org
Һ����α���壿
���������������Һ����ϱ�ɹ��壬����˼·��ʵ�������ʣ����������ֲ��ϼӹ���ʽ�ĵ������ӡ���ô���̻��Ĺ�������η������أ����棬������������ͼ˵����
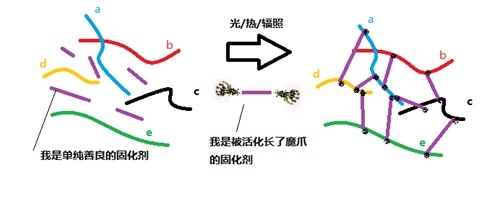
��ͼ�У�Сa��Сb��Сc�ȵ���һȺ���õľۺ�����ӣ���Ϊ��Щ��״�ķ���֮���������ƶ������Կ���ȥ��һ̲���Һ�壨��ʱ�����ճ�Ⱥܴ�����ǰ����Ȼ���������ϵ��������ٶȷdz�����������һ���ħ��һ�ѵ��������Ĺ̻��������С�ֵ����棬С�ֵܻ������ɣ�˿��û�з���Σ�յĴ��ڡ�ͻȻ��һ���ħ����̲С�ֵ����̻���һ��Ž��˸��¸�ѹ��һ���������棨һ���Ϊ��/��ѹ������Ȼ�������Ĺ̻���������ħצ������ץס��С�ֵ��ǣ�һ����һ����ħצ�ֱ�ץס��ͬ���ֵ��ǣ������˺ཻܶ���ṹ����ʹû���˸��¸�ѹҲ�����ٷſ������С�ֵ�����Ҳ��������ˣ���̲Һ��Ҳ�����ӲӲ��һ�顪������ǹ̻����̵�ͨ��dou���ף�bi�����͡���ȻҲ��Щ�̻����Ĺ̻�ԭ��������С���Ӿۺ����ϵĻ������Ӧ�ģ�����һ�㱻��Ϊ��������
С����ô��������������
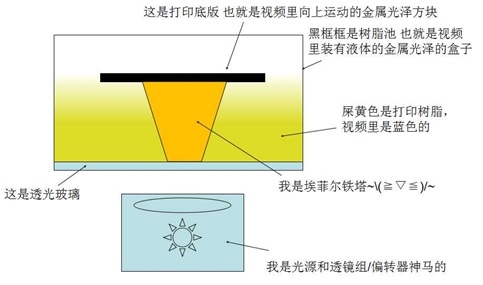
�ڴ�Һ��������������3D��ӡ�������У���̻����ķ�ʽ����ѹ����˹⣬�������ּ�������Ϊ�����̻����ͣ�Stereo lithography Appearance��SLA�����������õ���Һ����ϱ���Ϊ������֬��һ���ǻ�����֬���;����Ȳ���һЩ���ض��������еĹ��������Ƴɵġ����༼������Ҳ������ʲô���������ˣ�������ʷ�����ݵ�1984��[2]��
����˵�������̻��Ĺ��̾��ǹ����������֬���棬ʹ��̻��ɱ�����һ����壬�Ѿ��̻���ɵIJ��ֱ�һ�����𤸽�ţ����������������һ�����루ͨ����ÿ���ƶ�ʮ�����ף���Ȼ������һ��̻���֬�Ļ������ٽ�����һ�������̻����������̻�����֮�����վ��γ�һ������������ṹ����������ͼ��ʾ�ľ���SLA�豸�Ļ����ṹ���̻���Ӧ�����ڴ�ӡ��֬���ⲣ����Ľ������ϣ����ڹ���������Һ����·�����ӡ�Ĺ��̿���ȥ�����Һ����������˴�ӡ�Ƽ�һ����
CLIP�����졢���⻬
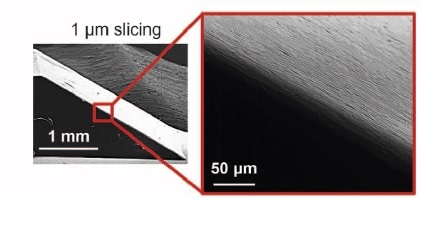
����ε�����չʾ����һ����������Һ̬�������죨Continuous Liquid Interface Production��CLIP���ĸ����������ӱ����Ͻ�����Ҳ�������̻�������һ�֡�����Ϊ���ϡ���ѧ��������¼�������������������ô��CLIP�������������ȶ������3D��ӡ�ٶȣ�ͬʱ�����Դ����ߴ�ӡ���ȡ��������͵�CLIP��������һ����ͨģ������Ҫ��ʱ��ֻ�ж̶̼����ӣ��봫ͳ������ȿ��˼�ʮ�������ң���������������ɵصõ����棨layerless���Ĵ�ӡ��Ʒ���μ���ͼ�����봫ͳ��̻�������ȣ�CLIP���������ָı���Կ����Ǹ����Եġ�
 ��ӡ��Ʒ�����ṹ��ͼƬ����ԭ����
��ӡ��Ʒ�����ṹ��ͼƬ����ԭ����
���е�3D��ӡ���̶���Ҫ��Դ�ӡ�������ӡ�ٶȵ�Ȩ�����⡣����ƽʱ�������˿������Fused Deposition Modeling��FDM���Ĵ�ӡ��ʽ�����ַ�ʽ��Ҫ�������ۻ��IJ���������һ���ؼ������������ѻ��γ���Ҫ����״���������ۻ����ϵĴ�ϸ��ֱ��Ӱ����Ʒ�ľ��Ⱥʹ�ӡ�ٶȣ���ʵ�ʲ����У���ӡ���������ò��ڴ�ӡ�ٶȡ�Ϊ���������ܹ����ܵ�ʱ���ڵõ���Ʒ��FDM��Ʒ�ı��漸�������������Ե�ƽ����������ͳ��SLA������Ȼÿһ��Ĵ�ӡ�ٶȿ���FDM�����ҿ���ͨ����ģ���гɸ�����Ƭ���д�ӡ�ķ�����ʹ����ṹ�����Բ���ô���ԣ�����Ҫ��������ṹ�����Dz����ܵġ���ʹ�ڱ�֤�������ӡ���ȵ�����½��д�ӡ�����Dz���SLA������һ������DLP��������ͶӰ����Ϊ��Դ����������ͳSLA����ʹ�����⼤�⣩������ӡһ��15���ߵİ��ƶ�����ģ��Ҳ��Ҫ��Լ2Сʱ��Ȼ�����������͵�CLIP����ȴ�������������Ѿ��棬�ڱ�֤���ȵ�ǰ���¼��������˴�ӡ�ٶȡ���Ϊʲô�ܲ�����˸����Եĸı䣿�Ѵ�ӡ��Ŵ�����ϸ�Ա��о�һ�£����ܷ������е�������
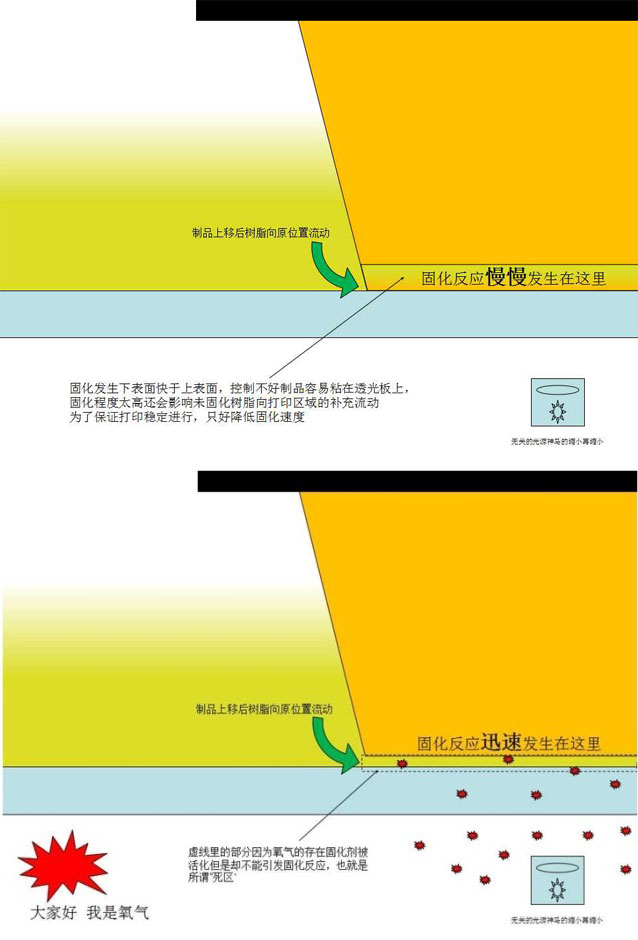
��ͳSLA��������ͼ���������CLIP��������ͼ���Ա�
��ͳSLA�����Ĺ̻��ܹ����������ࡢ��������Ũ�ȡ�����ǿ�Ⱥ�����ʱ���������Ӱ�죬һ��������Ũ��Խ�ߣ���ǿ��Խ�߹̻��ٶ�Խ�졣���ǿ�Ȼ��������������������ͣ�ֻ�п����������һС���ֻ�̻�����Ծ��Ⱥͳ��ף������ϴ�ӡ�ľ�����ȫȡ���ھ����㹻���������������Ĺ��ܹ����������֬�������Ͻ���ֻҪ���������Ũ�Ⱥ�ǿ�Ϳ��Լӿ��ӡ�ٶȣ�����Ϊ�̻���Ӧ��������֬�����Ľ������ϣ�����ķ�Ӧ�ٶȺ�����ʹ�Ƽ������ճ��һ�𣬵��´�ӡʧ�ܡ�
�ڴ�ǰ�������һ����ķ�����Ҫ�ǽ��̻��ٶȣ�����֬��ȫ�̻�֮ǰ�ƶ��װ壬ʹ���ֹ̻�����֬���������Ӵ����µĵ�ճ����֬�Ჹ�䵽ԭ����λ�ã�Ȼ���ٿ�ʼ��һ��Ĺ̻���������һ������ӡ�ٶȾ�����Ч����ˡ�
�����µ�CLIPϵͳ�У��о�����ͨ���̻�-���ЧӦ��ƽ������ؽ����������⡣CLIP������������������������ط������ϣ����ķ���ϩ�����������������뵽��֬Һ���п�������ۼ������ã���ֹ�̻���Ӧ�ķ�����������������յ���������������ڻ����һ����ƺ��Ч����һ���棬���ջ��̻���������һ���棬�����ֻ����Ʒ�Ӧ��ʹ�ÿ������沿�ֵĹ̻��ٶȱ�����Ҳ������ν�ġ�dead zone���������Ƽ��뿪������������������Լ�IJ��Ͽ���Ѹ�ٵط�����Ӧ������֬�̻����͡��ڴ�ͳ��SLA�����У����ƹ̻�������������������֮�����Ĵ��ڣ����Ǿ����������֮��������������ߴ�ӡЧ�ʵİ��֣���Ҳ����һ���൱Ϸ���Ե���ת��
���˿죬CLIPϵͳҲ�����3D��ӡ�ľ��ȣ�����һ����ؼ���Ҳ�ڡ��������ϡ���ͳ��SLA�����ڴ�ӡ�����ʱ����Ҫ������δ��ȫ�̻�����֬�㣬Ϊ�˲��ƻ���֬��Ľṹ��ÿ��������Ƭ�����뱣֤һ���ĺ����ά��ǿ�ȡ���CLIP�Ĺ̻�������Ӵ�����Һ̬�ġ�������������Ҫ�����������ճ���������ȻҲ�������ױ��ƻ������ǣ���֬��Ϳ��Ա��еø��������߾��ȵĴ�ӡҲ���ܹ�ʵ���ˡ�
�����ķ����������ܼ�����Ϊ������˳���������о���Ա��Ҳ�������൱���ӵļ�������ԡ�ͨ�����ʵĴ�ӡ������ԭ��Һ�䷽���ƣ�����3D��ӡ�����Ѿõĸ�����������ӡ������CLIP�����б���ȫ�˷������Ǹ߷���ѧ�ƹ���ʷ��һ���ں�Ӧ�õĴ��٣����ϡ���ѧ������ȷʵ��֮������
(���α༭��admin)

 һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D��ӡ����
6�ִӴ���ȥ��3D��ӡ���� 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

